
Copper Tube Production Process
A. Continous Casting and Rolling
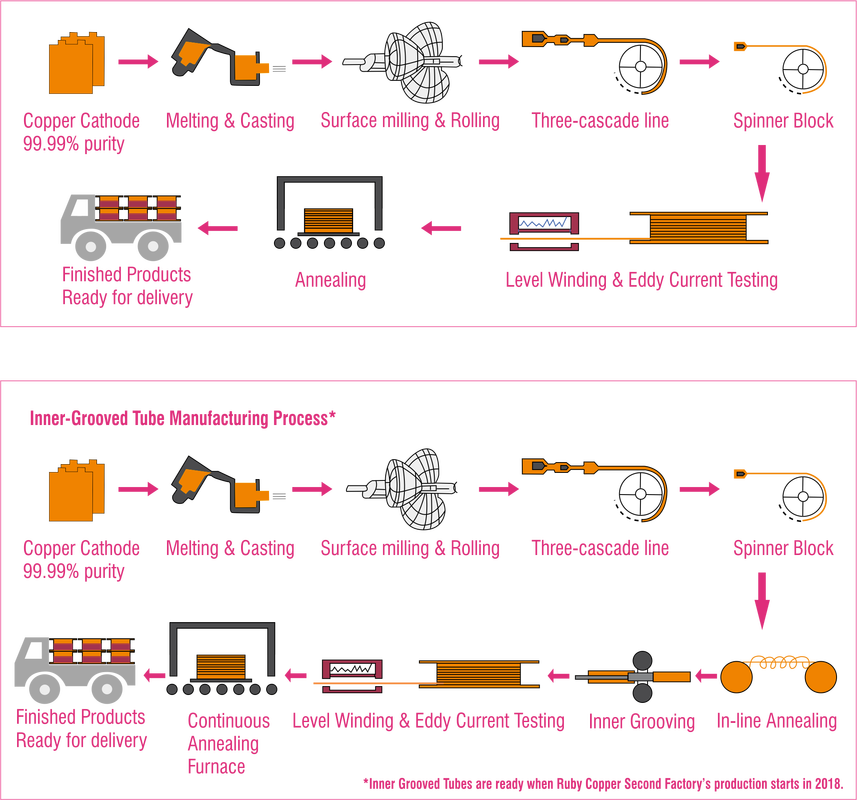
Continuously casting and rolling due to melting processes – casting - milling the surface - rolling, these processes form a continuous chain.
Continuous melting and casting is carried out in a single furnace, the material used is copper cathode (Cu min content 99.95%), and waste materials recovered from this line; Casting process using Copper Phosphate alloy (Cu-P alloy) (phosphorus content 13-15%), Cu-P alloy amount: 1.8kg - 1.9kg Cu- P / ton Cu, Cu-P alloys have the function of deoxidizing.
Capacity of melting is about 1 ton/hour. Mother copper tube after casting has the dimensions: the outer diameter is 90mm x thickness 23.5mm.
After the mother tube reaches the specified length (max 19m), it will be cut, the weight of each mother tube is about 890 kg.
The straightening, transferring panel brings the mother tube to the surface milling machine. The shred from surface milling after drying can be re-injected into the melting furnace. The shred from surface milling takes about 4% of the mother tube’s weight.
The mother tube after surface milling will reach the waiting table for rolling step.
The planet-rolling-machine is the center of this production stage. When the mother tube is prepared, it will be fed into the machine to begin rolling. The dimension of copper tubes after rolling is Ø48 ~ 50mm, 2.3 ~ 2.5mm thick, the speed of rolling is about 12 ~ 18m/minute. After rolling, copper tube will be wrapped into coil.
B. Combined drawing
Combined drawing machine is a straight horizontal drawing machine, which straight draws/pulls the tubes. The drawing speed is about 40 ~ 50m/min. The tube after drawing is wrapped into the material cage (diameter 2.2m), preparing for next step on the spinner block machine.
After drawing, the dimension of copper tube is 38mm x 1.75mm.
Continuously casting and rolling due to melting processes – casting - milling the surface - rolling, these processes form a continuous chain.
Continuous melting and casting is carried out in a single furnace, the material used is copper cathode (Cu min content 99.95%), and waste materials recovered from this line; Casting process using Copper Phosphate alloy (Cu-P alloy) (phosphorus content 13-15%), Cu-P alloy amount: 1.8kg - 1.9kg Cu- P / ton Cu, Cu-P alloys have the function of deoxidizing.
Capacity of melting is about 1 ton/hour. Mother copper tube after casting has the dimensions: the outer diameter is 90mm x thickness 23.5mm.
After the mother tube reaches the specified length (max 19m), it will be cut, the weight of each mother tube is about 890 kg.
The straightening, transferring panel brings the mother tube to the surface milling machine. The shred from surface milling after drying can be re-injected into the melting furnace. The shred from surface milling takes about 4% of the mother tube’s weight.
The mother tube after surface milling will reach the waiting table for rolling step.
The planet-rolling-machine is the center of this production stage. When the mother tube is prepared, it will be fed into the machine to begin rolling. The dimension of copper tubes after rolling is Ø48 ~ 50mm, 2.3 ~ 2.5mm thick, the speed of rolling is about 12 ~ 18m/minute. After rolling, copper tube will be wrapped into coil.
B. Combined drawing
Combined drawing machine is a straight horizontal drawing machine, which straight draws/pulls the tubes. The drawing speed is about 40 ~ 50m/min. The tube after drawing is wrapped into the material cage (diameter 2.2m), preparing for next step on the spinner block machine.
After drawing, the dimension of copper tube is 38mm x 1.75mm.
C. Drawing the final product
After combined drawing, the material cage will be moved to Spinner block machine to draw the final product.
Operating structure of Spinner block machine: Copper tube will go through the mold rack including: inner mold, outer mold. Drawing the tubes step by step using certain molds to reduce the diameter, thickness, and reach the final diameter and thickness. The highest speed of Spinner block machine is 1000m/min, which are determined by the dimension of the tube, the smallest available diameter is 4mm.
D. Coiling the tubes into Level Wound Coil (LWC) or Pancake coil (PC)
After drawing, the tube is moved by crane to a LWC copper coil winding machine or to a Straightening machine or Pancake coil machine (PC).
For straight tubes with a diameter greater than 22.22 (beyond the production capacity of the spinner block machine) will be straight-drawn on the straight-tube drawing machine.
The input of straight-tube drawing machine: is the output of rolling machine or combine-drawing machine. The largest output of straight-tube drawing machine is Ø 42mm.
E. Annealing
PC & LWC tubes are annealed to fix the grain size, protect the color, reduce the hardness, meeting customer requirements.
Type of annealing furnace: using N2 + H2 gas as protection, perform annealing process.
The straight tube does not need to be annealed.
F. Packing
Base on 3 different types of products, there are 3 different packing types: LWC is packed in wooden bobbin, PC tube is packed into carton box, straight pipe is wrapped by nylon. Packing method can also be based on the actual situation to meet of the customer’s requirement.
After combined drawing, the material cage will be moved to Spinner block machine to draw the final product.
Operating structure of Spinner block machine: Copper tube will go through the mold rack including: inner mold, outer mold. Drawing the tubes step by step using certain molds to reduce the diameter, thickness, and reach the final diameter and thickness. The highest speed of Spinner block machine is 1000m/min, which are determined by the dimension of the tube, the smallest available diameter is 4mm.
D. Coiling the tubes into Level Wound Coil (LWC) or Pancake coil (PC)
After drawing, the tube is moved by crane to a LWC copper coil winding machine or to a Straightening machine or Pancake coil machine (PC).
For straight tubes with a diameter greater than 22.22 (beyond the production capacity of the spinner block machine) will be straight-drawn on the straight-tube drawing machine.
The input of straight-tube drawing machine: is the output of rolling machine or combine-drawing machine. The largest output of straight-tube drawing machine is Ø 42mm.
E. Annealing
PC & LWC tubes are annealed to fix the grain size, protect the color, reduce the hardness, meeting customer requirements.
Type of annealing furnace: using N2 + H2 gas as protection, perform annealing process.
The straight tube does not need to be annealed.
F. Packing
Base on 3 different types of products, there are 3 different packing types: LWC is packed in wooden bobbin, PC tube is packed into carton box, straight pipe is wrapped by nylon. Packing method can also be based on the actual situation to meet of the customer’s requirement.
Commitment

Quality Assurance
|

Skillful Engineering
|

Finest Material
|